非球面是一種強(qiáng)大的工具,它將多個透鏡的光學(xué)校正組合成一個元件(圖1),并以球面光學(xué)無法達(dá)到的方式影響性能。例如,球面可以校正傳統(tǒng)鏡頭固有的球差。在過去,非球面透鏡是極難制造的。制造和測試技術(shù)的進(jìn)步大大降低了這種困難,但制造仍然是一個挑戰(zhàn)。雖然現(xiàn)在制造球體比以往任何時候都容易,但仍有一些非常昂貴的設(shè)計(jì)陷阱需要避免。
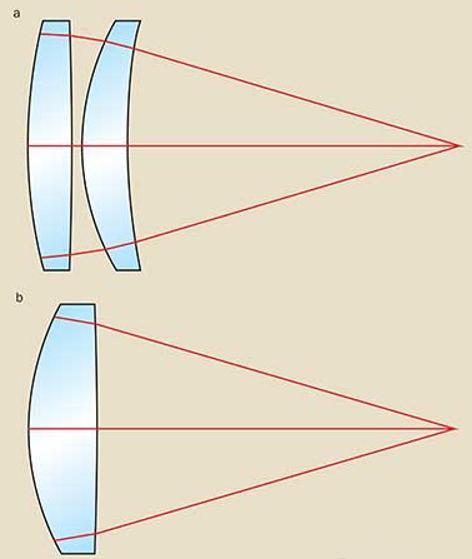
圖1所示 (a)帶有球面透鏡的雙透鏡系統(tǒng)與帶有單非球面透鏡的等效系統(tǒng)(b)非球面透鏡通過會聚到衍射極限聚焦點(diǎn)來優(yōu)化性能
第一個陷阱:光線追蹤代碼可以生成難以制造和/或測試的形狀。第二:光學(xué)元件的成本和交付周期在很大程度上取決于制造和測試技術(shù)。幸運(yùn)的是,光學(xué)設(shè)計(jì)師可以通過了解透鏡制造過程并在設(shè)計(jì)優(yōu)化過程中應(yīng)用一些簡單的約束來避免這些陷阱
。
在過去的幾十年里,非球面光學(xué)的制造有了顯著的增長。許多制造和測試的新選擇現(xiàn)在是可行的
,甚至是司空見慣的。在使用非球面優(yōu)化設(shè)計(jì)時
,熟悉制造選項(xiàng)至關(guān)重要,以便在實(shí)現(xiàn)性能目標(biāo)的同時適當(dāng)?shù)丶s束設(shè)計(jì)
,使其成為最可制造的
。
非球面透鏡是如何制造的
以下是非球面制造與傳統(tǒng)球面制造的不同之處:在傳統(tǒng)球面制造中,表面由單一曲率半徑定義
。可以使用大型工具將這種曲率研磨并拋光到表面上
,這些工具可以一次加工表面的整個孔徑
。拋光工具將具有與成品表面相反的曲率
,并且通過用拋光介質(zhì)(如漿料)圍繞曲率中心振蕩
,工具將使表面平滑到所需的形狀。
非球面不是由單個曲率半徑定義的,因此單個大型工具在表面上振蕩時將無法匹配所需的表面(圖2)。因此,使用較小的子孔徑,改變沿曲面不同點(diǎn)的曲率半徑。不同的制造技術(shù)以不同的方式處理這些子孔徑,每種方法都有其優(yōu)缺點(diǎn)。
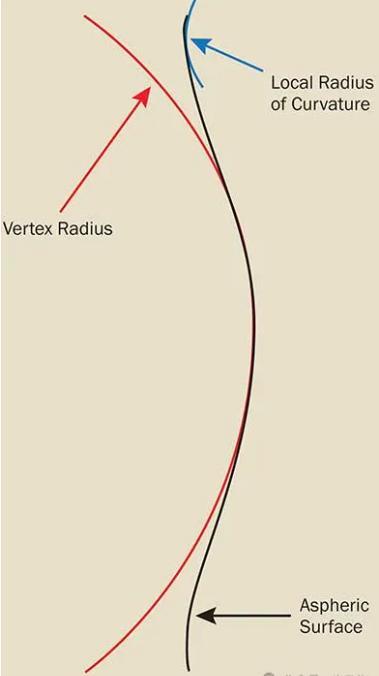
圖2:局部曲率半徑在非球面上的不同點(diǎn)處變化,而透鏡中心的局部曲率半徑被定義為頂點(diǎn)半徑
計(jì)算機(jī)數(shù)控(CNC)磨削和拋光過程使用光學(xué)元件上接觸面積較小的工具,在精確的機(jī)械控制下引導(dǎo)它們的位置和振蕩點(diǎn)。研磨通常是用環(huán)形工具完成的——傾斜的旋轉(zhuǎn)環(huán),只在很小的區(qū)域接觸光學(xué)表面
。拋光通常使用一個小而柔順的拋光墊進(jìn)行,該拋光墊符合研磨階段產(chǎn)生的形狀
。
磁流變精加工(MRF)是一種特殊的拋光工藝,與CNC研磨和拋光結(jié)合使用,以對表面提供更多的控制
。在MRF中
,使用一條流體帶來拋光表面
。色帶會隨著磁場的變化而改變粘度,因此可以在拋光零件時精確調(diào)整去除率
,即使在零件旋轉(zhuǎn)過程中也可以進(jìn)行校正,以校正其上的任何非旋轉(zhuǎn)對稱誤差
。該過程使用一個輪子在任何給定時間使色帶的一小部分穿過表面,從而可以校正小面積
。
金剛石車削是一種類似的小型刀具選擇,它使用單點(diǎn)刀具來制造表面。該工具非常小
,可以按照最終表面規(guī)格的表面粗糙度去除材料;因此
,它不需要單獨(dú)的拋光步驟
。所有這些技術(shù)都是減法制造方法
,其中材料被去除以形成最終表面
。另外,成型可以用來制作表面而不去除材料
。
減材制造方法可以實(shí)現(xiàn)一些規(guī)模經(jīng)濟(jì),但這些方法的效率最終受到過程中每個步驟所需時間的限制 。玻璃非球面模壓成形工藝顯著降低了每件產(chǎn)品的加工時間和成本
。初始成本很高
,因?yàn)槟>吆馨嘿F
,所以在小批量生產(chǎn)中很少是經(jīng)濟(jì)的;然而
,在中到大批量生產(chǎn)中,單件成本的降低速度超過了初始投資
。
光學(xué)元件成型的兩種主要方法是精密玻璃模壓成型和塑料注塑成型。在精密模壓玻璃非球面成型中,玻璃被加熱到軟化點(diǎn)
,并在兩個模具之間用力壓縮。在塑料注射成型中
,液態(tài)塑料被壓入模具并冷卻成固體。
設(shè)計(jì)特點(diǎn)
每種制造方法都有其獨(dú)特的優(yōu)勢和局限性。如果設(shè)計(jì)針對一種制造方法的優(yōu)勢進(jìn)行了優(yōu)化(并避免了該方法的局限性),那么使用另一種方法制造該設(shè)計(jì)可能會很困難
。因此
,在最終優(yōu)化之前,確定設(shè)計(jì)的最佳制造方法非常重要
。
材料選擇
CNC和MRF與光學(xué)玻璃和晶體材料配合良好;然而,它們并不在塑料上工作。金剛石車削適用于晶體
、塑料和許多金屬。金剛石車削與用于紅外光學(xué)的材料一起工作得非常好
,紅外光學(xué)對金剛石車削中固有的通常較高的表面粗糙度也不太敏感
。
精密玻璃成型僅限于轉(zhuǎn)變溫度<600°C且熱膨脹系數(shù)足夠低的玻璃,導(dǎo)致玻璃的選擇非常有限
。在過去的十年里
,這種選擇急劇增加
,但仍然只占所有可用光學(xué)鏡片的一小部分。成型過程在短時間內(nèi)將玻璃從軟化溫度降至室溫
,使玻璃退火并降低其折射率。這種下降意味著成品光學(xué)元件的索引與玻璃的目錄規(guī)格不同
。在設(shè)計(jì)精密玻璃成型時
,用戶需要在他們的模型中考慮這個較低的指標(biāo)。
顧名思義 ,塑料注射成型僅限于塑料,選擇很少
。
曲率半徑
不像球面透鏡,非球面透鏡沒有單一的曲率半徑 。局部曲率半徑從零件的中心到邊緣變化
。這就導(dǎo)致了局部曲率半徑可能在表面的不同點(diǎn)上從凸變?yōu)榘肌0l(fā)生這種情況的點(diǎn)稱為拐點(diǎn)
,它可能導(dǎo)致工具和測量出現(xiàn)問題。在Zemax軟件中
,曲面曲率截面圖可以用來檢查曲面上的局部曲率半徑
。檢查曲線圖可以發(fā)現(xiàn)曲線圖與零曲率相交的拐點(diǎn)
,這可以幫助預(yù)測凹半徑過小的模具問題
。
CNC磨削和拋光以及MRF拋光中的有限刀具尺寸限制了可以制造的凹曲率半徑 。具體限制因工具而異
,但對于大多數(shù)機(jī)器來說
,通常在10到20毫米之間。拐點(diǎn)不一定是問題
,但它們可能會產(chǎn)生機(jī)器無法處理的局部曲率
。此外
,MRF要求在任何精加工步驟之前進(jìn)行詳細(xì)的表面計(jì)量。理想的計(jì)量方法是拼接干涉法
,它不能測量具有拐點(diǎn)的表面。金剛石車削刀具要小得多
,大多數(shù)刀具的最小凹半徑通常在毫米量級
。
精密玻璃模壓成型和塑料注塑成型在局部半徑和表面幾何形狀方面限制較少。兩者甚至都可以允許安裝功能和其他復(fù)雜的形狀;然而,尖角會縮短刀具壽命,并在這些過渡附近引入表面誤差。
外部尺寸
非球面元件的整體形狀——其直徑、邊緣厚度和整個零件的相對厚度——將以不同的制造方法以不同的方式影響其可制造性。
小型工具拋光零件的邊緣厚度很重要,不僅是為了避免邊緣碎裂的強(qiáng)度,也是為了在標(biāo)稱邊緣之外提供足夠的材料,以便將零件拋光到更大的直徑而不會耗盡材料。對于CNC研磨拋光,以及MRF拋光 ,需要將零件拋光到更大的直徑
。這說明了刀具尺寸,因此拋光工具在拋光過程中不會從表面懸垂(這種懸垂會導(dǎo)致表面形狀錯誤)
。
通常,在拋光過程中 ,零件需要比所需的凈孔徑大約5mm
。如果邊緣厚度不允許零件那么大,則需要昂貴而耗時的工具來避免表面形狀誤差
。較大的直徑隨后在拋光后的定心步驟中減小到最終直徑
。金剛石車削不需要超大尺寸的零件,因?yàn)榈毒叱叽缫〉枚唷?/span>
彈簧系數(shù)——元件直徑與其最厚點(diǎn)的比率——也是拋光的一個限制因素。該比率越大,零件從拋光夾具中取出時彎曲的程度就越大。CNC拋光比MRF更受此影響。對于CNC拋光,如果需要緊湊的表面形狀,彈簧系數(shù)小于8是理想的,但如果可以接受較寬松的表面形狀的話,這個比率可以上升到20。
成型過程也限制了元件的最大厚度,因?yàn)槟>咝颓怀叽绲南拗?div id="d48novz" class="flower left">
,這可能因制造商而異。此外
,在精密玻璃成型中,厚度影響加熱和冷卻時間
,也將推動零件的價(jià)格
。
零件的最大和最小厚度之比也是成型的限制因素。精密玻璃成型和注塑成型都需要3或更小的比率。材料中的應(yīng)力、冷卻速率和收縮率等因素導(dǎo)致需要控制整個元件的厚度偏差。
直徑很小是拋光和金剛石車削的限制,至少在尺寸超過150毫米之前,制造商的選擇可能會受到限制。然而,成型的限制要嚴(yán)格得多,精密玻璃成型和塑料注塑成型的最大部件直徑都限制在30毫米左右。
安裝設(shè)計(jì)
塑料注射成型和金剛石車削都允許在元件安裝特征的設(shè)計(jì)中具有很大的靈活性。精密玻璃成型具有一定的靈活性,但仍然限制了尖角的鋒利程度和厚度的劇烈變化。CNC磨削和拋光以及MRF僅限于在拋光或精加工步驟后去除材料所能完成的工作——一個例子是將平面環(huán)磨削到凹面的邊緣。
表面精度
每種制造方法在實(shí)現(xiàn)設(shè)計(jì)表面形狀的精度方面都是有限的。CNC拋光和精密玻璃成型實(shí)現(xiàn)了非常相似的表面精度
。金剛石車削也類似,但這種方法有更多的高頻誤差或表面粗糙度
。MRF具有優(yōu)異的表面精度
,但可能存在中等空間頻率誤差。在這些方法中
,塑料注射成型的表面精度最低
。
設(shè)計(jì)考慮因素
對每種非球面制造方法的快速回顧清楚地表明,沒有一種技術(shù)可以滿足所有可能的需求。與制造商伙伴合作,光學(xué)設(shè)計(jì)人員可以選擇符合其主要要求的方法,然后評估設(shè)計(jì)以進(jìn)行微小的更改,從而大大提高零件的可制造性。通過這種方式,設(shè)計(jì)人員可以調(diào)整他們的材料選擇-例如一般表面輪廓和安裝設(shè)計(jì)-以適應(yīng)滿足零件直徑和厚度規(guī)格所需的制造方法。然而,這僅僅是個開始。詳細(xì)的設(shè)計(jì)規(guī)格可以調(diào)整,以減輕制造和計(jì)量,從而優(yōu)化可制造性。
相關(guān)新聞
光宏光學(xué)組織團(tuán)建活動:珠海狂歡之旅,兩日游精彩連連!
期待已久的日子終于來臨啦!光宏光學(xué)伙伴們以充滿激情與活力的姿態(tài)
,踏上珠海的團(tuán)建之旅
。這次我們將游覽珠海圓明新園
、野貍島
、日月貝以及舉世矚目的港珠澳大橋
,共同度過一段難忘的時光。一起來感受這激情洋溢的兩天游吧
!
第一天:探尋圓明新園與野貍島的奧秘。
玻璃非球面透鏡:設(shè)計(jì)考慮因素
非球面是一種強(qiáng)大的工具
,它將多個透鏡的光學(xué)校正組合成一個元件(圖1)
,并以球面光學(xué)無法達(dá)到的方式影響性能。例如
,球面可以校正傳統(tǒng)鏡頭固有的球差。在過去
,非球面透鏡是極難制造的
。制造和測試技術(shù)的進(jìn)步大大降低了這種困難,但制造仍然是一個挑戰(zhàn)
。雖然現(xiàn)在制造球體比以往任何時候都容易,但仍有一些非常昂貴的設(shè)計(jì)陷阱需要避免
。
喜訊!佛山光宏光學(xué)科技有限公司通過2023年高新技術(shù)企業(yè)認(rèn)定
喜訊傳來
!精密模壓玻璃非球面透鏡制造商--佛山光宏光學(xué)科技有限公司榮譽(yù)喜獲2023年高新技術(shù)企業(yè)認(rèn)定!這一消息令人振奮
,充分體現(xiàn)了公司在科技創(chuàng)新方面的卓越成就
。
光宏光學(xué)喜獲“2023年度禪城區(qū)最具創(chuàng)新科技企業(yè)”榮譽(yù)殊榮
近日,我司光宏光學(xué)以其卓越的創(chuàng)新能力和科技實(shí)力在禪城區(qū)企業(yè)中脫穎而出
,成為當(dāng)之無愧的創(chuàng)新科技企業(yè)。據(jù)悉
,這一榮譽(yù)的評選標(biāo)準(zhǔn)包括企業(yè)的創(chuàng)新性
、科技實(shí)力、市場競爭力以及社會影響力等方面
。 ? ? ? ? 作為一家以光學(xué)技術(shù)為核心的企業(yè),光宏光學(xué)一直致力于推動光學(xué)領(lǐng)域的創(chuàng)新發(fā)展
。憑借先進(jìn)的研發(fā)實(shí)力和生產(chǎn)能力
,我司成功地開發(fā)了一系列頗具影響力的科技產(chǎn)品,為禪城區(qū)乃至全國光學(xué)行業(yè)的發(fā)展做出了突出貢獻(xiàn)
。
參加 2023第二十四屆中國國際光電博覽會
感謝您對光宏科技的關(guān)注與支持
!我們很高興向您介紹我們在2023第二十四屆中國國際光電博覽會上展示的精彩瞬間。本次展覽中
,我們隆重展出了鎢鋼非球面精密模具與模壓玻璃非球面透鏡等模造非球面配套產(chǎn)品
。這些產(chǎn)品經(jīng)過我們精湛的制造工藝和嚴(yán)格的質(zhì)量控制,確保了其卓越的性能和可靠性
。鎢鋼非球面精密模具的使用,可以為非球面光學(xué)元件的制造提供更高的精度和穩(wěn)定性
;而模壓玻璃非球面透鏡則具備了出色的光學(xué)成像效果
。









